Bí quyết chế tạo thân đơn của Lamborghini Aventador LP700-4

Ngày nay, với các siêu xe thể thao, tốc độ tối đa không còn là yếu tố tiên quyết, bởi vì m
Đây cũng chính là lý do mà Lamborghini không còn đặt yếu tố tốc độ lên hàng đầu mà thay vào đó là khả năng tăng tốc và tính năng điều khiển của siêu xe. Chủ tịch và CEO của Automobili Lamborghini SpA, Stephan Winkelmann cho biết, trong tương lai, Lamborghini sẽ tập trung vào hai vấn đề quan trọng nhất để đáp ứng khách hàng của mình là thiết kế và hiệu suất.
Thiết kế luôn là lý do số 1 để khách hàng săn đuổi một chiếc Lamborghini và điều đó sẽ không thay đổi. Mặt khác, trong quá trình phát triển cải thiện hiệu suất, một trong những vấn đề cốt lõi ở siêu xe Lamborghini chính là cấu trúc thân đơn trọng lượng nhẹ và công nghệ chế tạo sợi các bon đặc biệt của hãng này.
Thực tế, Lamborghini đã đạt đến một đẳng cấp cao hơn về sức sáng tạo không chỉ trong thiết kế và phát triển các cấu trúc từ sợi các bon, mà còn trong công nghệ liên kết chế tạo. Để phục vụ cho mẫu xe lá cờ đầu 12 xi-lanh thế hệ mới của hãng – chính là chiếc Aventador LP700-4 – Lamborghini đã xây dựng hẳn một xưởng sản xuất mới nằm trong khuôn viên của tổng hành dinh Lamborghini ở Sant’Agata Bolognese. Từng công đoạn sản xuất từ một tấm sợi các bon thô ban đầu cho đến công đoạn cuối cùng là phần thân xe đã được sơn hoàn chỉnh.
Xưởng sản xuất mới được tổ chức thành 5 công đoạn chính:
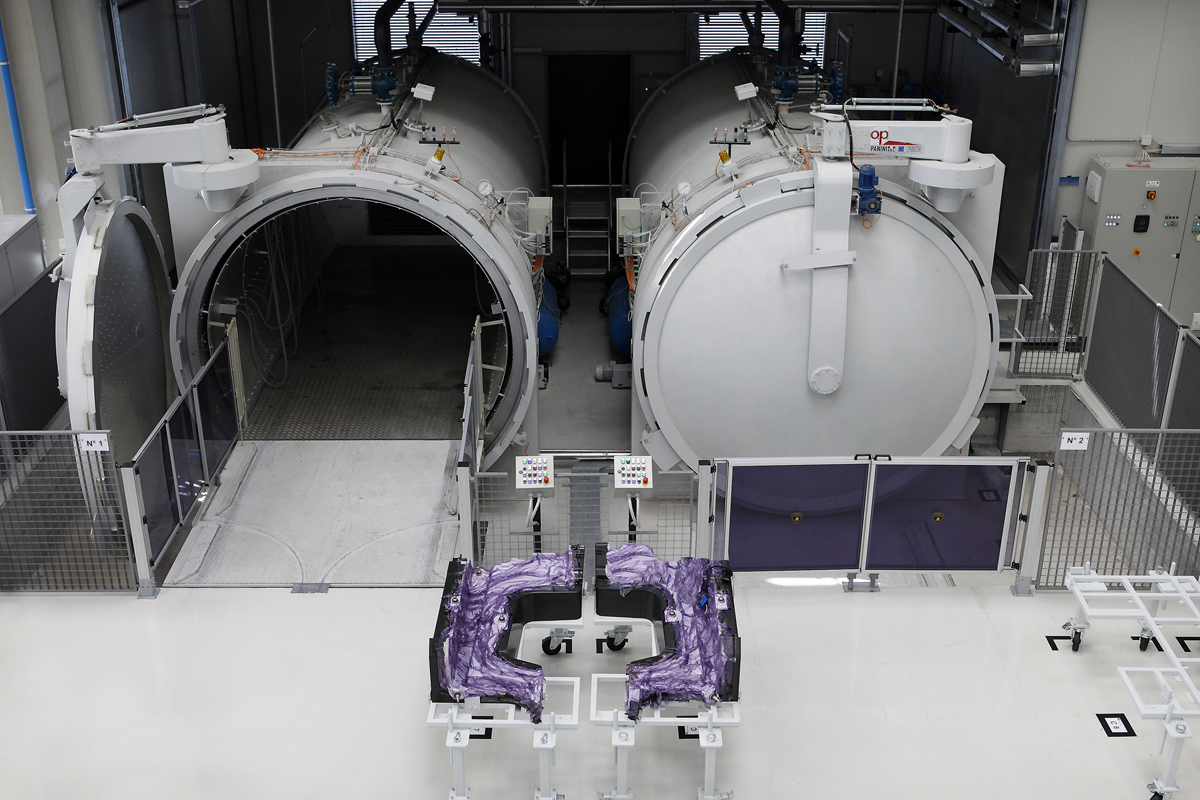
1-Các chi tiết sơ chế được thực hiện ở công đoạn thứ nhất. Chúng đáp ứng các yêu cầu cực kỳ cao về độ cứng và chất lượng bề mặt, nhưng cũng đòi hỏi một chuẩn mực cao về tay nghề thủ công và được xử lý trong một nồi hấp dưới nhiệt độ và áp suất nhất định.
2-Trong công đoạn thứ hai, các chi tiết riêng lẻ và bộ phận lắp ráp được thực hiện bằng ứng dụng công nghệ RTM (công nghệ đổ khuôn). Quy trình này được thực hiện tự động hóa cao. Nồi hơi không có ở quy trình này nhưng chi tiết liên kết vẫn được xử lý trong một buồng nhiệt. Đây cũng là nơi mà các chi tiết sơ chế từ nồi hơi và các chi tiết bọt epoxy được tích hợp vào cấu trúc thân đơn RTM (monocoque).
3-Công đoạn thứ 3 là nơi mà các thành phần bọt epoxy đông cứng được chế tạo. Các chi tiết này sau đó được lắp ghép như các bộ phận bổ sung vào quy trình sơ chế và RTM.
4-Công đoạn thứ 4 là cấu trúc thân đơn monocoque và mui xe được lắp ghép với nhau hoàn toàn bằng máy.
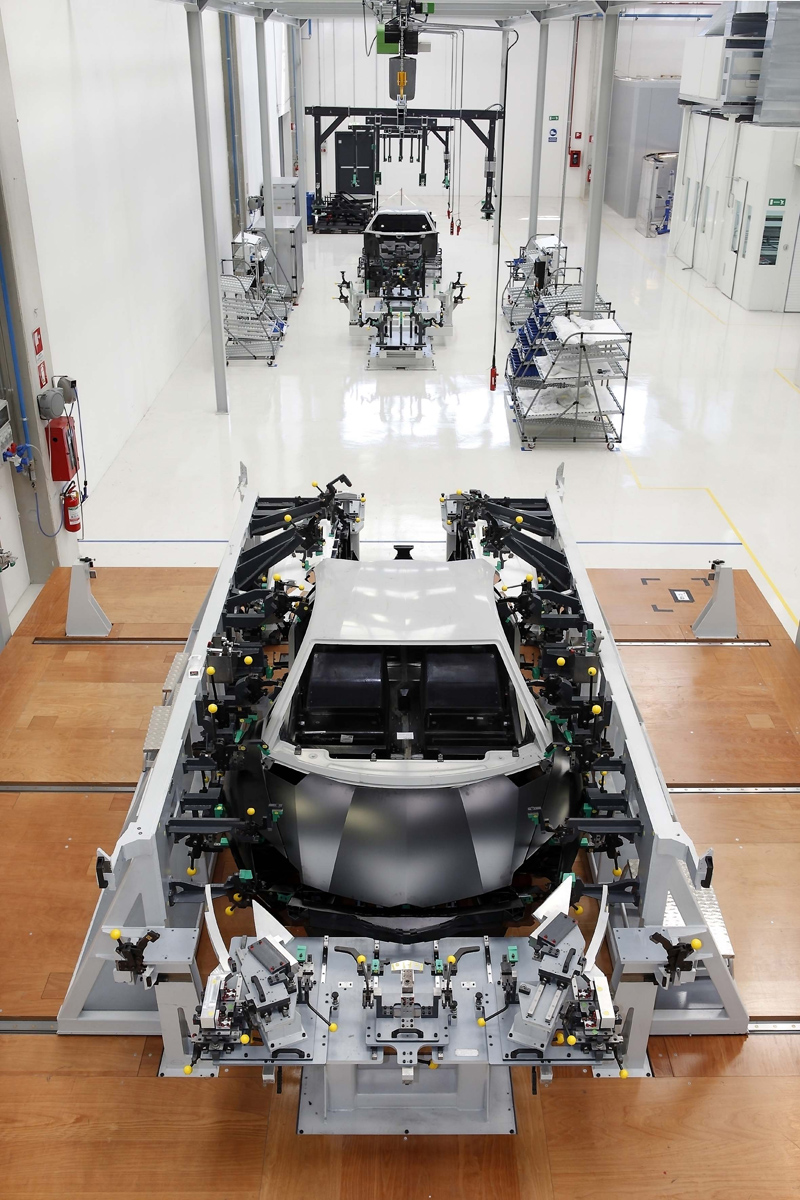
5-Công đoạn thứ 5, thân đơn monocoque được liên kết chính xác với khung sườn phụ phía trước và sau, rồi tất cả các mảng thân xe bên ngoài và tạo ra một thân xe hoàn chỉnh.
Công đoạn sơ chế bắt đầu với việc cắt tự động các chi tiết. Máy cắt điều khiển bằng máy tính đảm bảo độ chính xác tối đa, được đặt trong một phòng điều hòa nhiệt độ, bởi vì các vật liệu sơ chế phải được duy trì ở nhiệt độ thấp cho đến bước cuối của quy trình xử lý. Việc cán mỏng tiếp theo tiến hành với các chi tiết sơ chế được các chuyên gia dày dặn kinh nghiệm kiểm soát cận thận. Họ tạo ra các cấu trúc định dạng phức hợp và đảm bảo khả năng cao nhất về chất lượng thẩm mỹ cho sản phẩm hoàn thành. Sau một quy trình xử lý chân không, bước cuối cùng thực hiện trong hai nồi hơi. Chúng vận hành ở áp suất 6 bar và nhiệt độ 135 độ C.
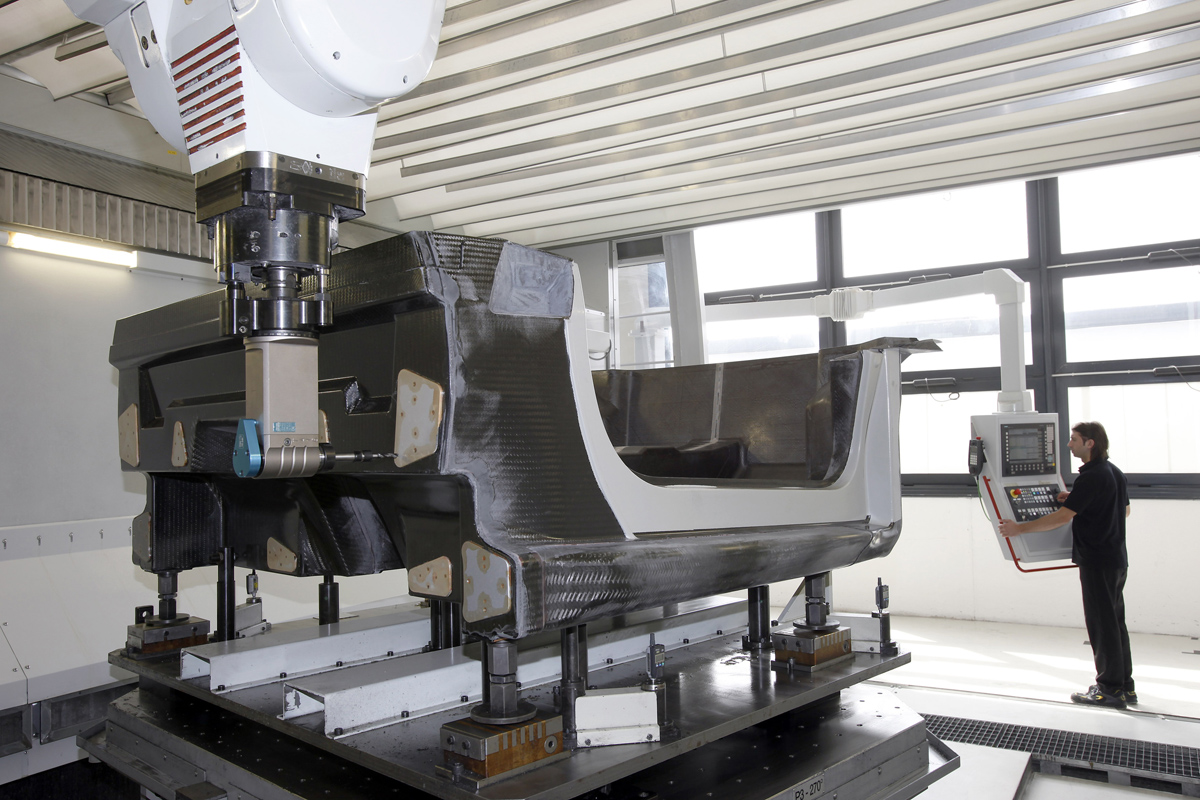
Công đoạn RTM bắt đầu mỗi khi các tấm các bon khô được cắt, với các chi tiết được tự động định dạng trước. Tấm sợi các bon được định hình trong một quy trình ép – tương tự như tấm kim loại được ép ở việc chế tạo mảng thân xe thông thường. Công nghệ này cho phép các cấu trúc phức hợp được chế tạo với độ chính xác cực kỳ cao. Quy trình cuối của công đoạn này là các chi tiết được kiểm tra bằng máy la-ze, nơi mà các chi tiết định dạng trước được liên kết trong định dạng cuối trên máy hiệu chỉnh. Mỗi khi máy hiệu chỉnh đóng là lúc bắt đầu phun nhựa tổng hợp, ở nhiệt độ 100 độ C.
Trên công đoạn lắp ráp, thân đơn monocoque được nối ghép với các khung sườn phụ bằng nhôm và mọi thành phần bổ sung từ cản trước cho tới bộ khuếch tán khí động phía sau. Tại điểm này, mọi chiếc xe được đo đạc ở trạng thái nguyên vẹn; hệ thống đo đạc chính xác tự động làm việc một phần bằng các máy la-ze và một phần bằng chuyên gia. Chất lượng bề mặt được các chuyên gia kiểm tra trong một hầm ánh sáng đặc biệt. Cuối cùng, thân xe chưa sơn được xác nhận chất lượng rồi chuyển vào quy trình sơn và cho lắp ráp hoàn thiện toàn bộ chiếc xe.